
Hazardous & Special Hazardous Waste Incinerator – BRH Series
Products Details
Hazardous & Special Hazardous Waste Incinerator – BRH Series is designed for the safe and efficient destruction of complex waste streams that require high thermal performance, controlled combustion, and reliable emission treatment. This series is developed for operators who manage hazardous waste with variable composition, irregular packaging, mixed physical states, and fluctuating calorific values. It is particularly suitable for facilities that need a robust incineration solution capable of handling demanding operating conditions while maintaining process stability and environmental control.
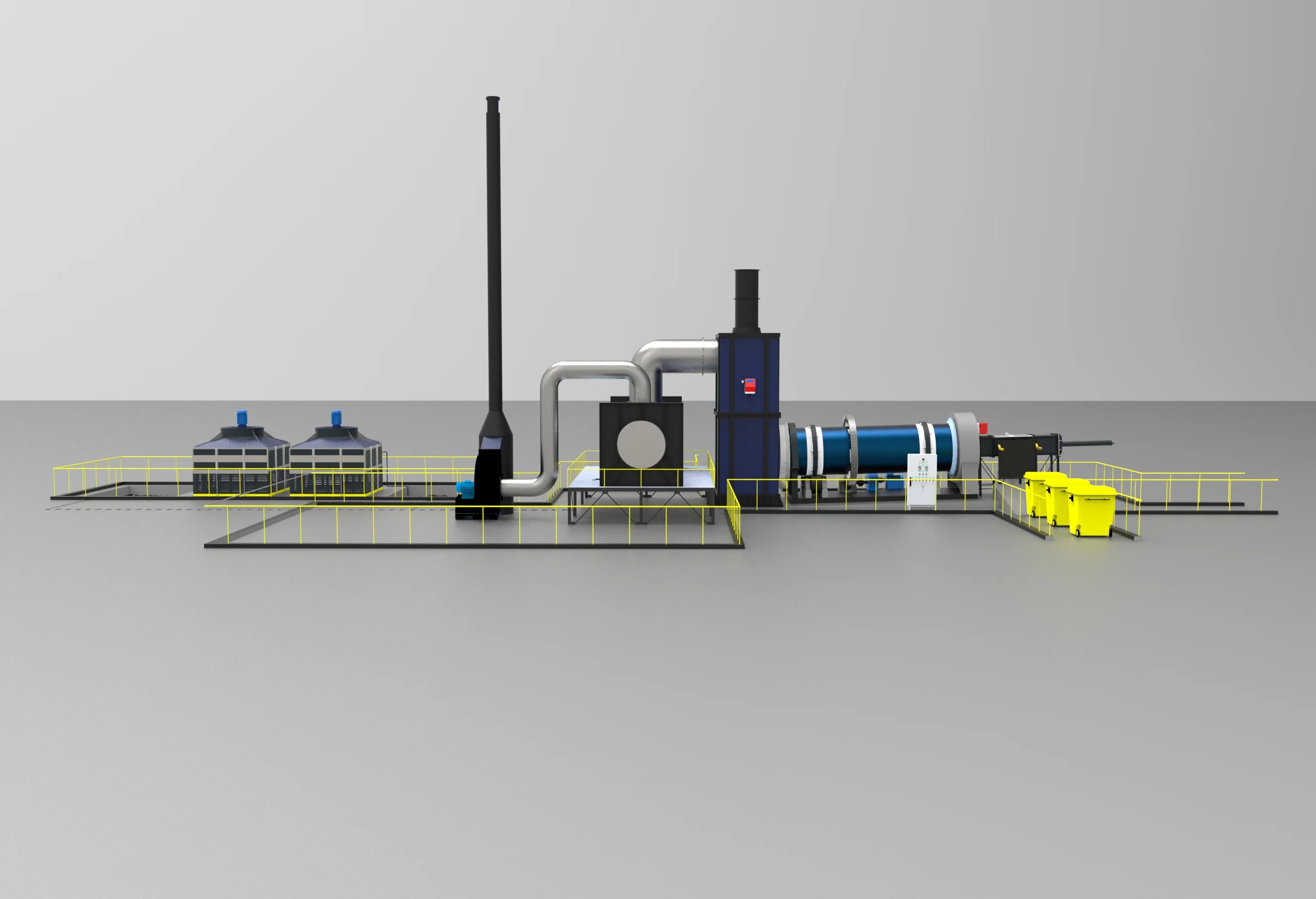
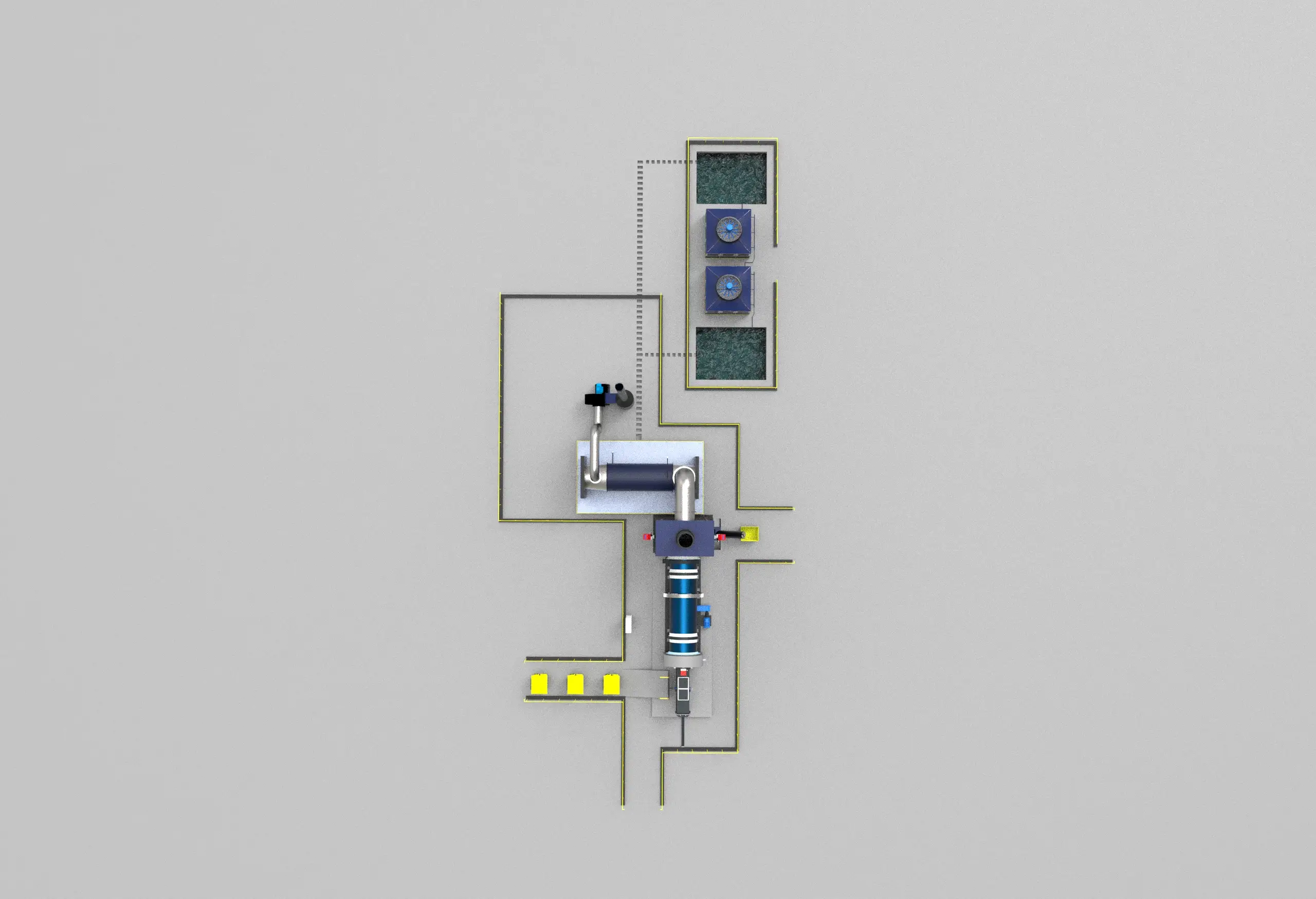
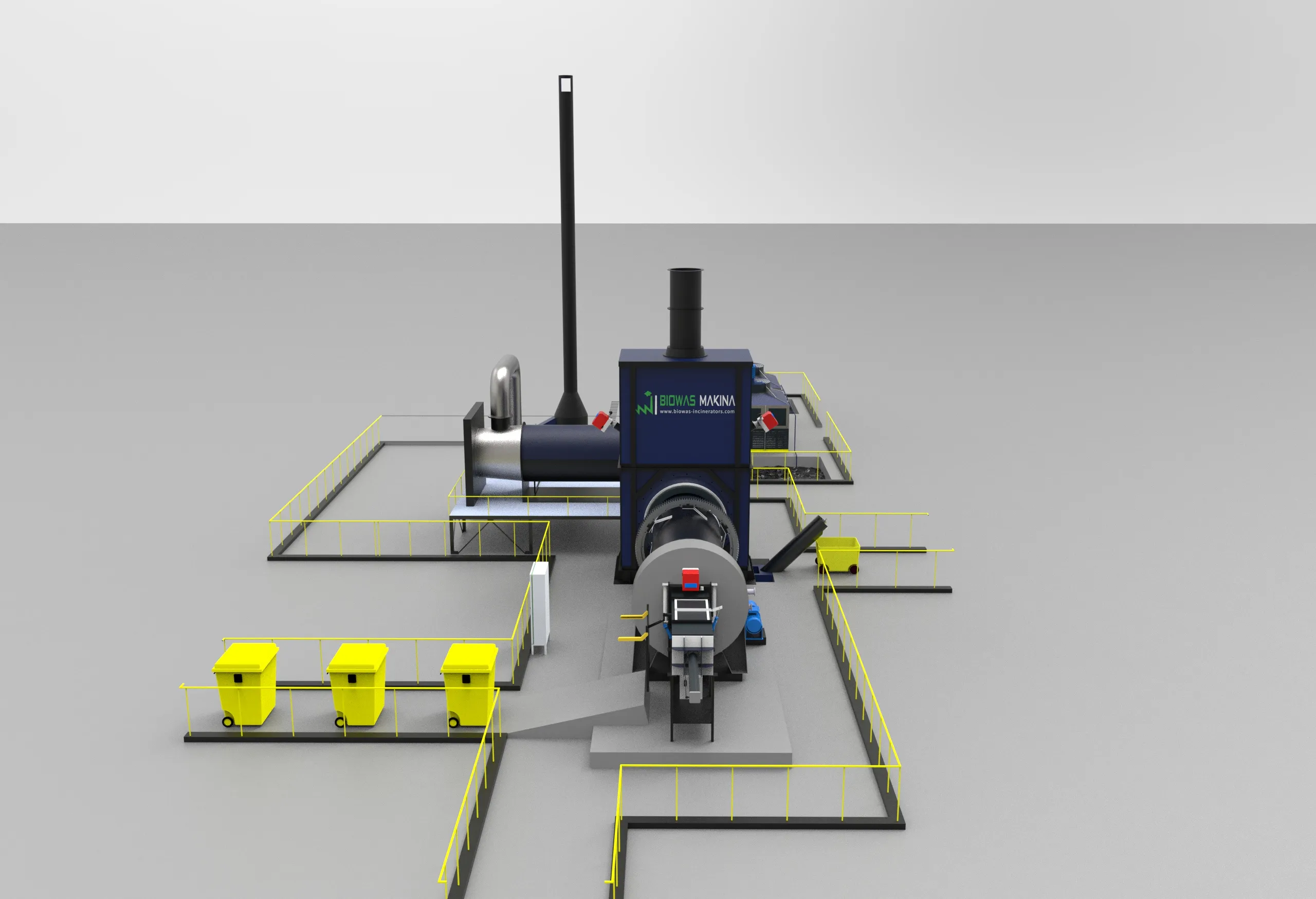
The BRH Series adopts a rotary primary combustion chamber combined with a secondary post-combustion chamber. The rotary design is a major advantage for hazardous waste treatment because it improves mixing inside the furnace, enhances exposure of the waste to heat, supports more uniform combustion, and helps reduce the formation of untreated pockets inside the chamber. This configuration is especially useful when treating heterogeneous waste, including solids, semi-solids, sludge-like materials, packaged residues, chemical waste, and other difficult streams that need continuous agitation during combustion. The primary chamber operates at 800°C, while the secondary chamber operates at 1100°C with a 2-second gas residence time, creating the thermal conditions required for more complete destruction of gases and volatile compounds.
A key strength of the BRH Series is its ability to combine high destruction efficiency with process flexibility. Hazardous and special hazardous waste rarely has uniform characteristics, so the incinerator must be able to accept variations in moisture content, density, packaging, ash content, and calorific value. The BRH platform is therefore positioned as a versatile solution for waste streams with a medium to high PCI moyen, and can be integrated into treatment projects where the estimated calorific value may range, for example, from 1,500 to 5,000+ kcal/kg, depending on the nature of the waste. This makes the series relevant for a wide variety of industrial and specialized waste-treatment applications where fixed-composition systems are not suitable.
The system also includes a wet emission treatment station designed to reduce pollutants and improve final gas quality before discharge. The treatment line is organized around three complementary stages: high-pressure atomization, chemical neutralization, and activated carbon filtration. High-pressure misting helps cool the gases and capture fine and ultrafine particles. Neutralization helps reduce acid gases such as SO₂, HCl, and HF through alkaline reagent injection with pH regulation. The activated carbon stage provides an additional polishing step for the adsorption of persistent organic pollutants and heavy metals, including compounds such as dioxins, furans, and toxic metallic contaminants. This multi-stage configuration gives the BRH Series an important advantage for hazardous waste projects where flue gas quality is as critical as combustion performance.
For operational safety and productivity, the BRH Series can also incorporate an automatic loading system that improves feeding comfort, loading consistency, and operator protection. In addition, the system includes a de-ashing mechanism that facilitates the removal of combustion residues and ash from the chamber after operation. These features improve plant ergonomics, reduce manual intervention in high-risk zones, and contribute to cleaner, safer, and more efficient daily operation. For hazardous waste facilities, these practical advantages are extremely important because they reduce operator exposure and help maintain better housekeeping around the installation.
The BRH Series is available in six capacities: 150, 200, 250, 500, 700, and 1000 kg/h. This capacity range allows project owners to select a model based on daily waste generation, batch profile, operating hours, site layout, and future expansion plans. Whether the requirement is for a mid-size industrial treatment unit or a higher-capacity centralized hazardous waste incineration plant, the BRH Series offers a scalable platform built around the same core principles: rotary combustion, high-temperature post-combustion, and advanced wet gas treatment. As a result, the series is well suited for organizations seeking a long-term thermal treatment solution for hazardous and special hazardous waste with strong operational reliability and broad application flexibility.
Product Drawing
| Designation | Characteristics |
| Reference | BSI Series |
| Type | Static |
| Application | Medical waste / hospital waste treatment |
| Available Models | BSI-50, BSI-80, BSI-100, BSI-150, BSI-200, BSI-250, BSI-300, BSI-500 |
| Destruction Capacity | 50 kg/h, 80 kg/h, 100 kg/h, 150 kg/h, 200 kg/h, 250 kg/h, 300 kg/h, 500 kg/h |
| Primary Chamber Temperature | Above 800°C |
| Secondary Chamber Temperature | 1100°C |
| Residence Time | 2 seconds |
| Power Supply | 220V–380V / 50 Hz |
| Fuel | Natural Gas / Diesel |
| Number of Burners | 2 to 5 depending on model |
| Emission Treatment | Wet emission treatment station |
| Wet Treatment Functions | Gas cooling, pollutant capture, acid gas neutralization |
| Wastewater Treatment | Water filtration, pH regulation, and recirculation |
| Control System | Integrated electrical cabinet with PLC monitoring and safety control |
| Representative Operating Time | 8–10 h/day |
| Representative Loading Door Size | 600 × 600 mm to 700 × 700 mm |
| Representative Chimney | Height: 8 m; Diameter: 300–330 mm |
| Average Medical Waste Calorific Value | 3500 – 5000 Kcal/kg |
How does the Medical Waste Incinerator work?
The Medical Waste Incinerator – BSI Series works through a two-stage combustion process followed by wet gas treatment. Medical waste is loaded into the primary chamber, where it is ignited and thermally decomposed under controlled combustion conditions. The structure of the primary chamber is designed to tolerate high temperatures and continuous operation, while the burner, blower, and thermocouple help maintain stable combustion.
The gases generated in the first stage then pass to the secondary chamber, where they remain at high temperature for at least two seconds. This post-combustion stage improves oxidation of remaining gases and reduces the risk of incomplete destruction. After combustion, the fumes enter the wet treatment section, where they are cooled and chemically neutralized before final discharge through the chimney. The wash water can then be filtered and pH-controlled to support system reliability and environmental protection.
Application and Case
Medical Waste Incinerator – BSI Series is suitable for:
- Hospitals
- Clinics
- Laboratories
- Healthcare centers
- Medical waste treatment plants
- Hospital waste disposal projects
This series is especially suitable for projects that require safe destruction of infectious medical waste, controlled emissions, and reliable operation. With different model capacities available, the BSI Series can be adapted to both smaller healthcare waste installations and larger medical waste treatment facilities. The combination of static double-chamber combustion and wet emission treatment makes it a practical solution for medical waste treatment projects that need both operational efficiency and environmental responsibility.