



Medical Waste Incinerator – BSI Series
Products Details
Medical Waste Incinerator – BSI Series is designed for the safe destruction of infectious and hazardous medical waste generated by hospitals, clinics, laboratories, healthcare centers, and specialized treatment facilities. This series is developed to provide reliable medical waste incineration with stable thermal performance, controlled emissions, and practical operation for healthcare waste management applications.
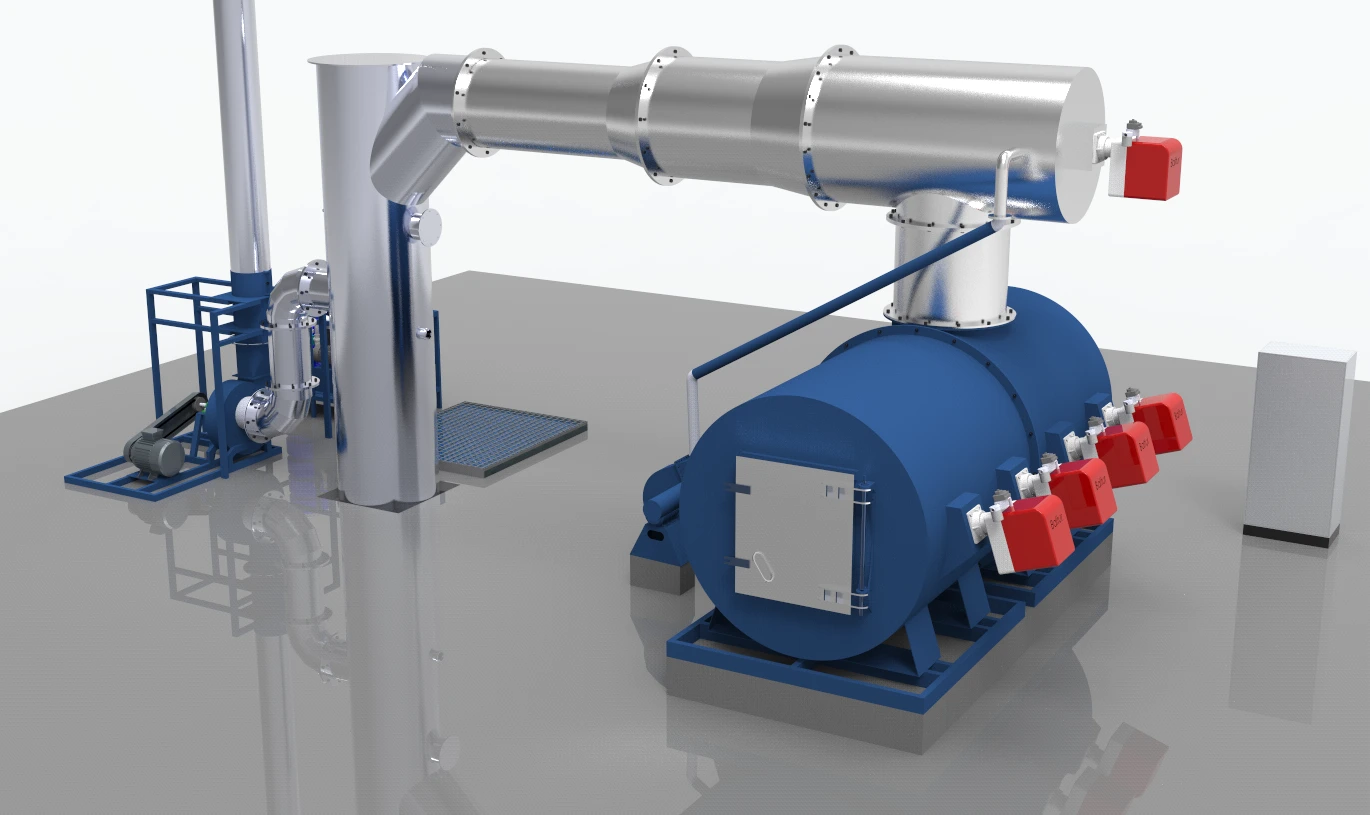
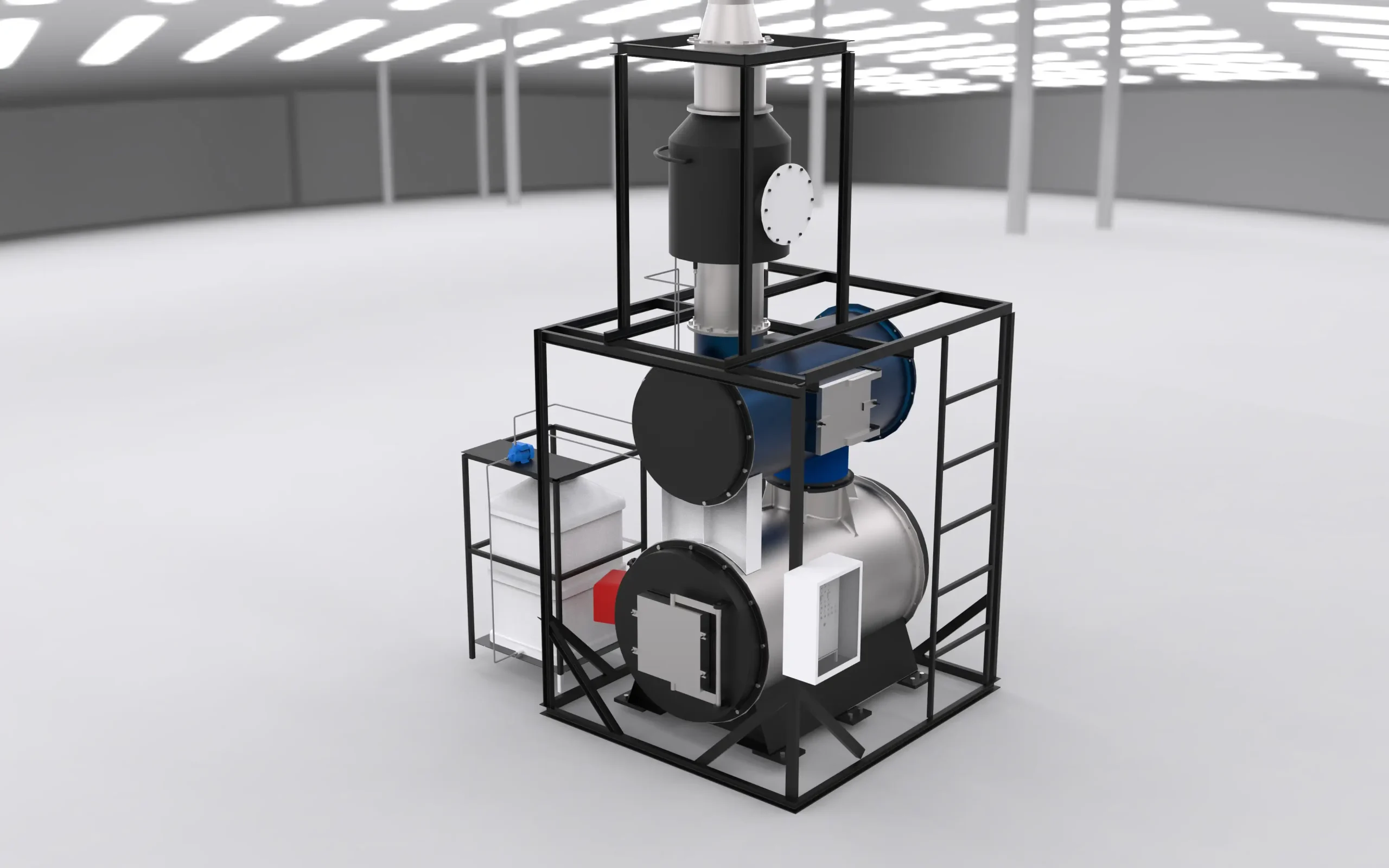
The BSI Series adopts a static double-chamber combustion design. The primary chamber is used to initiate the combustion of solid medical waste through a high-temperature burner operating on diesel or natural gas. According to the technical sheets, the chamber is built with structural steel and lined internally with dense refractory concrete to withstand severe thermal conditions. Key components include a front-loading door, an ash discharge arrangement, an automatic temperature-controlled burner, a thermocouple for real-time monitoring, and an air blower for combustion air supply.
The secondary chamber is connected directly to the primary chamber and is used for post-combustion of the gases generated during the first combustion stage. The provided brochures state that this chamber operates above 850°C and can reach 1100°C, while maintaining a gas residence time of at least two seconds for more complete oxidation and neutralization. It is equipped with its own burner, temperature controls, and a refractory-lined inspection port for service and monitoring. This combustion configuration improves destruction performance and supports cleaner downstream gas treatment.
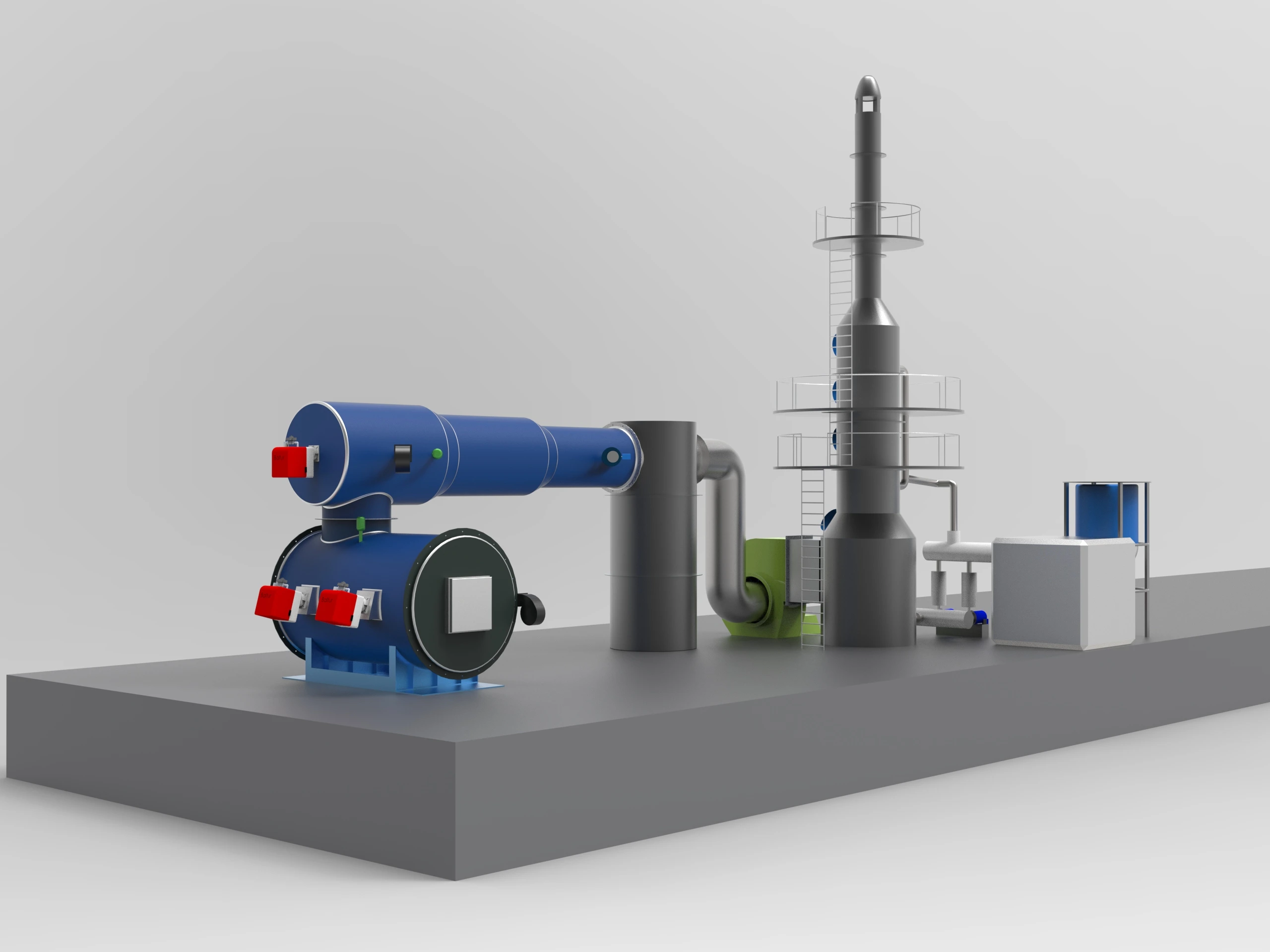
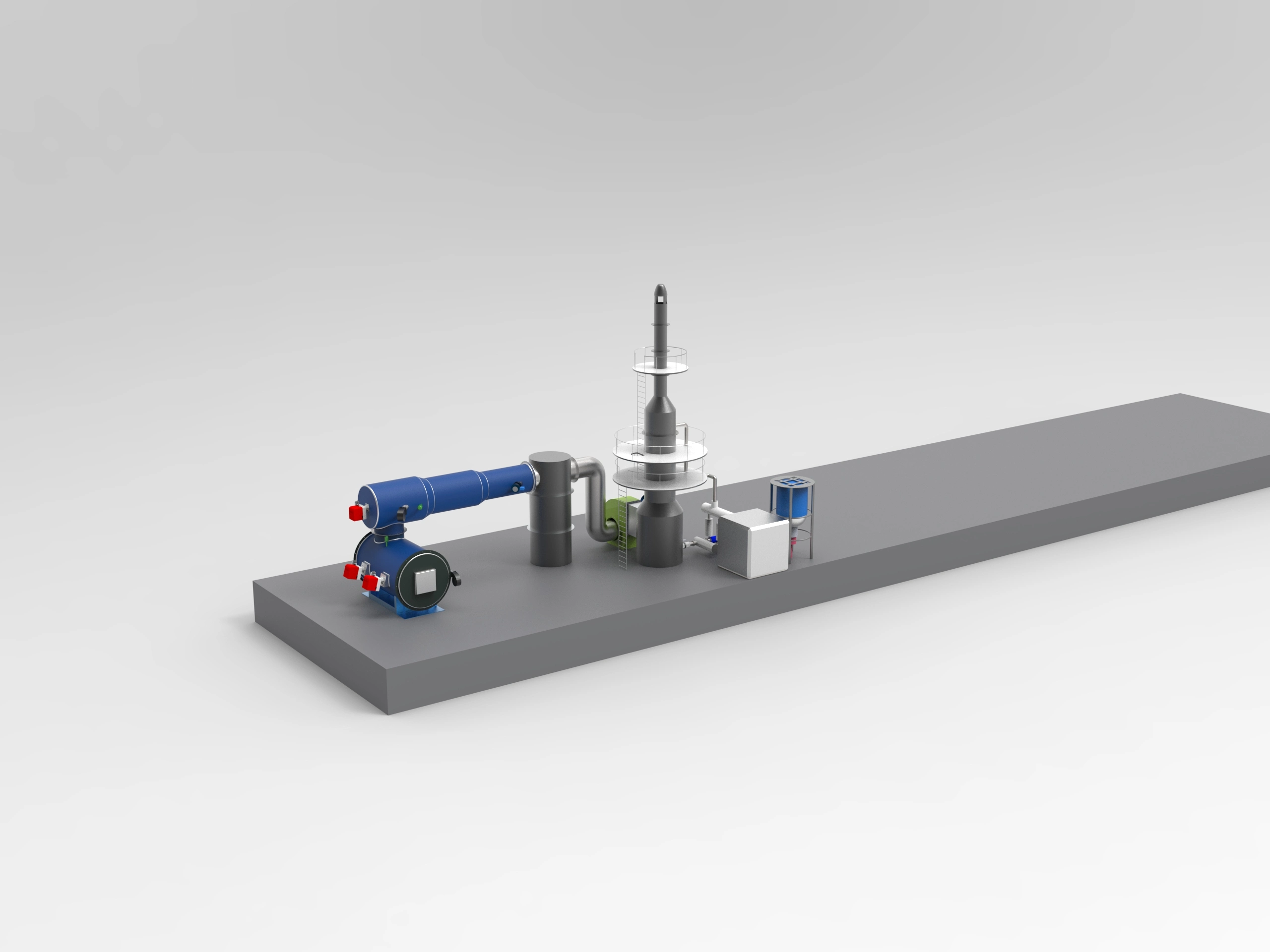
To reduce pollutants before final discharge, the BSI Series can be equipped with a wet emission treatment station. The wet treatment process is a combination of gas cooling and chemical neutralization. In the scrubber stage, combustion gases are cooled and brought into contact with a liquid solution. Alkaline reagents such as caustic soda, lime milk, or urea can be used to neutralize acid gases such as sulfur dioxide, hydrochloric acid, and hydrofluoric acid. This process helps reduce environmental impact and supports safer atmospheric release.
The wet treatment line includes wastewater treatment and pH regulation, allowing wash water to be filtered, controlled, and recirculated. This improves the durability and operational stability of the system while reducing fresh water use and limiting uncontrolled discharge. In addition, the incinerator is operated by an integrated electrical cabinet with PLC-based control functions, including burner management, air supply control, temperature monitoring, alarms, and safety shutdown logic.
Because medical waste volumes vary greatly from one project to another, the BSI Series is available in multiple capacities. Models from BSI-30 up to BSI-500 allows operators to select the most suitable chamber size and burner configuration based on treatment demand. This makes the BSI Series suitable for both smaller healthcare waste installations and higher-capacity medical waste treatment projects.
Product Drawing
| Designation | Characteristics |
| Reference | BRH Series |
| Type | Rotary hazardous waste incinerator |
| Application | Hazardous & special hazardous waste treatment |
| Available Models | BRH-150, BRH-200, BRH-250, BRH-500, BRH-700, BRH-1000 |
| Destruction Capacity | 150 / 200 / 250 / 500 / 700 / 1000 kg/h |
| Combustion Chambers | Rotary primary chamber + secondary post-combustion chamber |
| Primary Chamber Temperature | 800°C |
| Secondary Chamber Temperature | 1100°C |
| Gas Residence Time | 2 seconds |
| Waste Feeding | Manual or automatic loading system |
| Residue Handling | Assisted ash removal / decentering mechanism |
| Emission Treatment | Wet treatment station |
| Treatment Stages | High-pressure misting, chemical neutralization, activated carbon filtration |
| Suitable Waste Forms | Solid, liquid, semi-solid, packaged, mixed hazardous residues |
| PCI Moyen de Déchets | Approx. 1,500–5,000+ kcal/kg |
| Main Advantages | Rotary combustion, high thermal efficiency, flexible waste acceptance, controlled emissions |
| Construction | Heavy-duty industrial design for continuous and demanding service |
| Fuel | Natural Gas / Diesel |
| Installation Use | Industrial plants, treatment centers, centralized waste platforms |
How does the Hazardous & Special Hazardous Waste Incinerator work?
The BRH Series works through a controlled multi-stage thermal destruction process. Hazardous waste is introduced into the rotary primary chamber, where continuous rotation improves waste movement, exposes more surface area to heat, and promotes progressive combustion. This rotary movement is particularly beneficial for difficult waste streams because it improves homogenization inside the chamber and helps reduce incomplete combustion zones. At around 800°C, the waste is dried, ignited, and converted into ash and combustible gases.
The generated gases are then transferred to the secondary chamber, where they are maintained at 1100°C with a 2-second residence time. This post-combustion stage is essential for improving oxidation of remaining gases and reducing organic pollutants before the fumes enter the treatment line. After thermal destruction, the gases pass through the wet emission treatment station, where cooling, particle capture, acid gas neutralization, and activated carbon adsorption are carried out in sequence. This integrated process combines thermal efficiency and gas cleaning in one complete hazardous waste treatment solution.
Application and Case
Hazardous & Special Hazardous Waste Incinerator – BRH Series is suitable for:
- Hazardous waste treatment centers
- Chemical and petrochemical industries
- Pharmaceutical production and storage sites
- Laboratories and research facilities
- Expired chemical product destruction
- Industrial waste management platforms
- Mixed solid and liquid hazardous waste treatment projects
- Centralized treatment plants serving multiple waste producers
The BRH Series is the right choice for projects that require a robust, high-temperature, and flexible incineration solution for hazardous waste streams with variable composition. Its rotary chamber design, advanced wet gas treatment, and scalable capacity range make it suitable for both medium-capacity and large-capacity installations. For operators seeking strong combustion performance, improved safety in loading and ash handling, and better control of emissions, the BRH Series offers a reliable industrial platform for hazardous and special hazardous waste destruction.